一、钢板预处理的作用
为了充分发挥涂料对底材的保护、装饰作用,底材的表面处理质量直接影响着涂装工程质量。
实践证明,大部分的深层缺陷都来自于不良的表面处理,任何涂料在处理不良表面上都无法发挥其最佳性能,在氧化皮、锈蚀、油污表面涂漆,无论是时间上还是金钱上,都是极大的浪费,高等级的表面处理质量将会延长涂料的使用寿命。
二、涂装前钢板的表面处理
在涂装前钢板的表面处理分两个阶段:
钢板进厂后,在加工以前对钢材的原材料先进行处理,除去表面的氧化皮和锈蚀,达到除锈标准后涂上临时保护车间底漆, 以确保钢材在加工制造构件过程中不再继续腐蚀,这一阶段的钢板处理我们称之为钢材的表面预处理,其优点是施工方便、保证涂装质量、节约人力财力、缩短后期涂装的施工周期。
另一阶段处理则是在钢材加工成工件后合拢成整体时,要进行涂装所作的钢材表面处理,称之为“二次除锈",但一般不采纳此种方法。
三、钢板抛丸预处理
在国内造船、集装箱、大型机械行业中,一般用钢材预处理的方法有抛射磨料处理、喷射磨村处理和酸洗处理三种方式。其中要获得高效率、高质量的自动流水作业,目前还只有抛丸处理方式。
抛丸处理是利用抛丸机的叶轮在高速旋转时所产生的离心力将磨料(钢丸、钢丝段、棱角钢砂等)以很高的速度射向待处理的钢材表面, 产生打击和磨削作用,除去钢表面氧化皮和锈,让钢铁表面露出金属本色并且呈现一定的租糙度,以利于涂料的粘附。
抛丸预处理流水线,总体上有两种类型: 一是钢板预处理流水线,另一种则是型钢预处理流水线,两者工作原理是一致的,现造船厂、集装箱、大型港机厂采用第一种方法,一般性钢结构厂产用第二种方法,两种方法目的一致都是为了保证涂装质量。
四、表面处理的目的
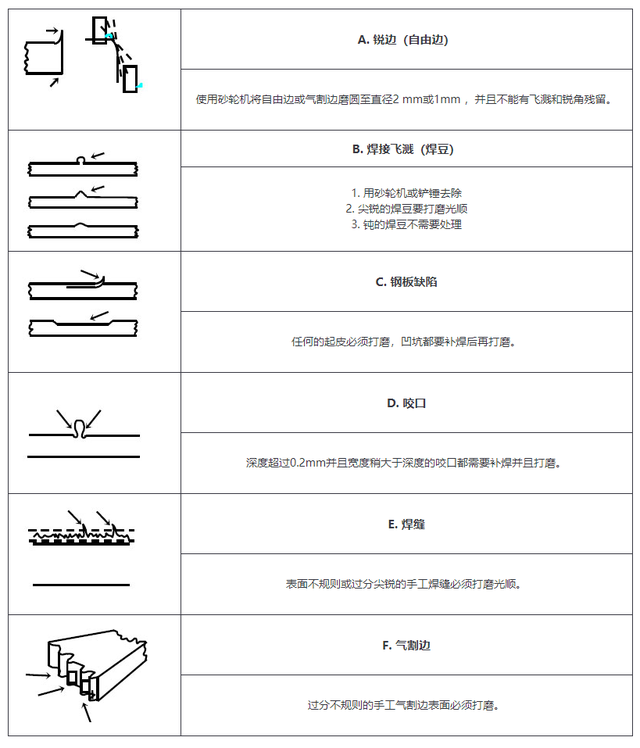
1)结构处理:对于底材本身必须进行一定的处理,如锐边的打磨、侧角的磨圆、飞溅的去除、焊孔的补焊和磨平,这些问题对于涂层的完整性,附着力有很大影响,所以必须在除锈前进行处理。
2)表面处理:除去表面上对涂料有损害的物质,特别是氧化皮、铁锈、可溶性盐、油脂、水分等,如果表面处理不彻底,残留杂质污物将影响涂层的保护效果。
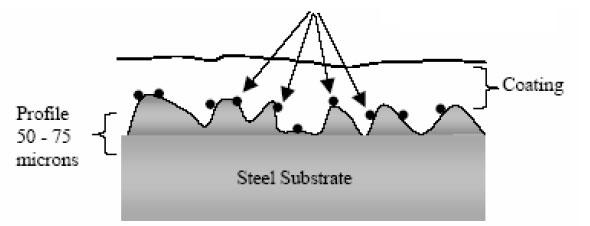
3)表面粗糙度:表面粗糙度增大了对涂层接触表面,并有机械结合作用,提高涂层对底材附着力,但粗糙度不能过大,否则在波峰处往往会引起油漆膜度不足,引起早期点蚀,而且在较深的凹坑里截留气泡,成为涂层鼓泡根源。
五、表面处理
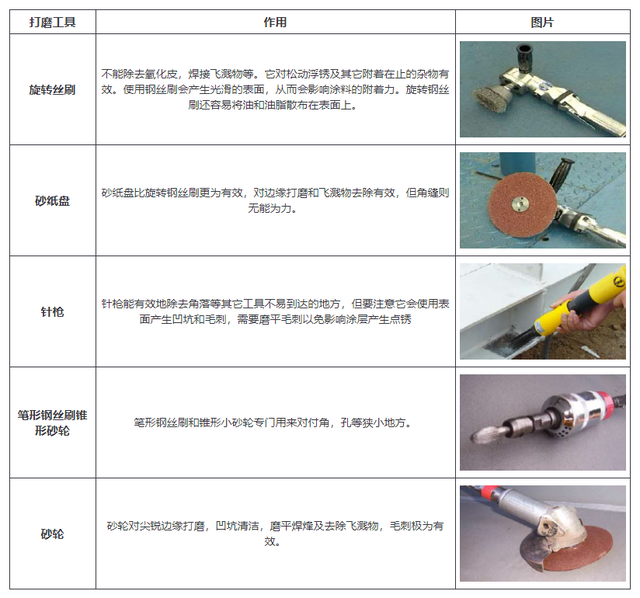
1、表面处理工具
1)超高压淡水清洗(一般船上使用):去除盐分、去除海生物、松动的旧涂层、去除锈、氧化皮
2)手工:拷铲榔头、铲刀、刮刀、钢丝刷、手工砂皮纸。
3)动力工具:
风动扣锈锥(梅花锥)
直柄砂轮机25 -150的各种砂轮,及可装上笔型钢丝刷用千狭小角落内部构件、边角和小孔的除锈。
端型平面砂磨机100 - 180各种型号,可装盆形钢丝刷砂纸盘来进行二次除锈代表性工具。
2、表面处理的方法
1)抛丸(前面已介绍)两种:钢板预处理流水孔和型钢处理流水孔。
2)喷砂和喷丸(室内作为固定除锈房, 室外作为移动除锈)
3)喷射磨料处理方式的效率高,质量好,缩短施工周期,但需要整套设备。一般原钢材的表面处理并涂上车间底漆以后,经过划线、磨料、加工、装配等阶段,最后组装成工件,在这种情况下,总有一些部分表面被焊接、切割、机械碰撞或因自饥原因受到破坏,导致钢材表面重新锈蚀,所以都有一个再次进行表面处理的阶段,这就称之为二次除锈。
4)喷丸处理磨料一般为钢丸、铁丸、钢丝板、棱角钢砂等。
5)喷砂处理磨料一般为石英砂、钢矿砂等。
6)喷丸处理一般磨料能够收回的喷丸房内进行,喷砂处理的磨料大多数不回收,因此在室外除锈,以上都是作为二次除锈,它们的两种处理设备都是一样的,两者区别仅在使用的磨料的不同。
六、表面处理的标椎
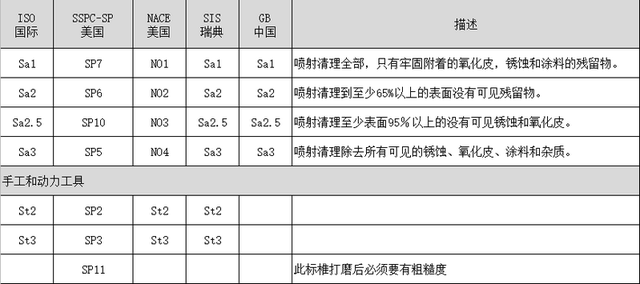
为了正确评定表面处理的质量,许多国家都制订了表面处理质量评定标准。其中最为著名的是瑞典工业标准SIS 055900:1967,目前在世界上被广泛采用。
国际标准化组织色漆和清漆技术委员会涂装前钢材表面处理分会也制订 了国际标准ISO 8501-1.1988 其它如日本、美国、英国、澳大利亚、中国 ( GB 8932 )与瑞典,ISO标准相同。
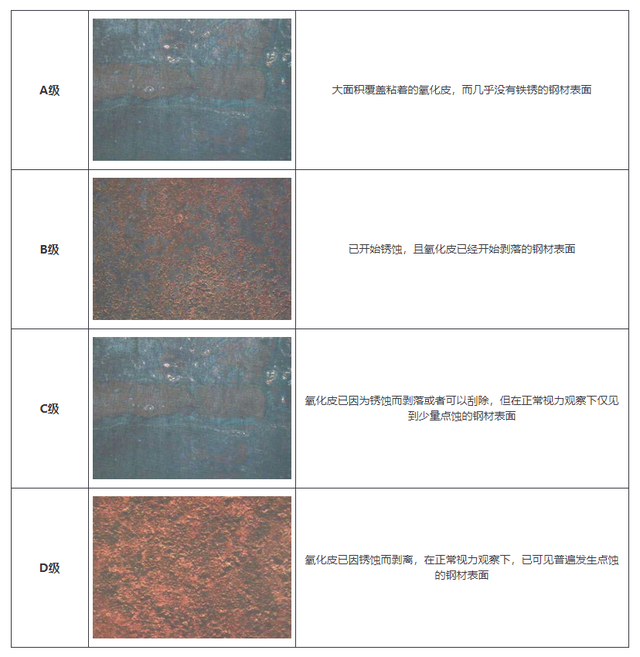
国际标准ISO 8501-1.1988 将未涂装过的钢材表面原始程度按氧化皮覆盖程度和锈蚀程度分为四个等级,分别以A、B、C、D表示,并有相应的照片对照。
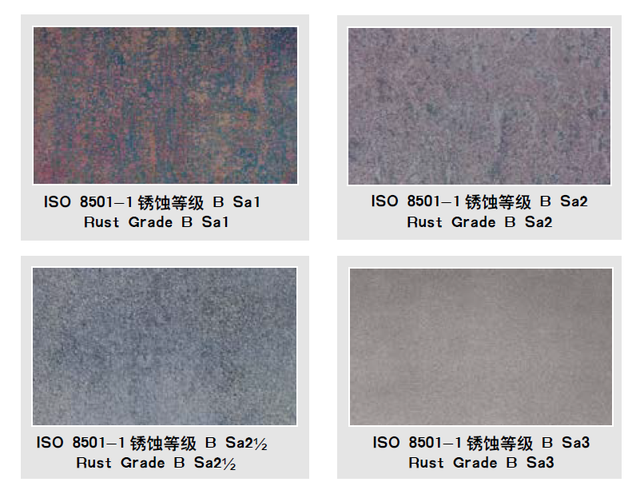
七、喷射处理等级
1)Sa1 轻度的喷射:钢材表面应无可见的油脂和污物,并且没有附着不牢的氧化皮、铁锈和油漆涂层及其它杂质(水溶性盐和焊接残渣)。
2)Sa2 彻底的喷射处理:钢材表面应无可见油脂、污垢、氧化皮、铁锈和油漆涂层及其它杂物应尽可能除去。
3)Sa2.5 非常彻底的喷射处理:钢材表面应无可见油脂、污垢、氧化皮、铁锈和油漆涂层附着物,任何残留痕迹应仅具点状或条纹状的轻微色斑。
4)Sa3 喷射清理至表观洁净:钢材表面应无可见油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
八、手工和动力除锈等级
1)St2:彻底的手工和动力工具除锈:钢板表面应无可见的油脂和污物,并且没有附着牢的氧化皮,铁锈和油漆层及其它污物(水溶性盐和焊接残渣)
2)St3:非常彻底的手工和动力工具除锈:除锈应比St2级更为彻底,底材表面应具有金属光泽
3)火焰清理:AF1、BF1、CF1、DF1:在不放大的情况下进行观察时,表面应无氧化皮、锈、油漆和污物,任何残留物仅显为表面褪色。
九、油漆施工工艺
1、二次表面处理要求
1)所有喷砂物件必须要保持工件焊接的完整性。
2)喷砂前必须清除钢构表面水、油污、有责,所用的湿润剂等污染物的清理达到SSPC- SP1标准。
3)对所有构件的焊渣、飞溅、毛刺必须清除,焊孔必须要补焊并磨平,锐利的边角,R 孔及钢板本身的缺陷都必须打磨光滑,才能进行后道的施工。
4)喷丸、喷砂磨料必须干燥、清洁,颗粒均匀,一般钢丸、棱角砂直径为0.8-1.2 mm之侚,比例为60%:40% , 70%:30%采用钢砂渣也应控制在中粗范围内,严禁海砂和河砂等其它磨料。
5)喷砂采用的磨料,必须进行盐份和油份的检测,如发现测试磨料中的含盐度超过300US或者含有可见的悬浮油份,该批磨料不能施用。 (盐份标准采用本公司要求)
6)喷砂时应保持气压在6公斤以上,并且压缩空气必须经过油水分离过滤器,保证压缩空气清洁、干燥,保证喷砂的质量。
7)表面处理的钢构应达到sa2.5级标准 (IS0 8501-1988 ) 表面租糙度应达到40-75μm。
8)构件喷砂验收合格后,务必用压缩空气吹净钢表面砂粒,灰尘等污物。
9)工件验收合格后,必须在4小时内进行涂装。
10)如喷砂构件表面发生氧化,则整个氧化部位应重新作喷砂处理,并达到喷砂标准。
11)对需要焊接部位,用5-8cm宽的胶带纸封住。
2、涂装施工方式
1)刷涂:适用于预涂和小面积修补;刷涂时,涂层的干膜厚度一般控制在30-60微米,否则容易产生针孔;氧化橡胶刷涂盯容易产生“咬底”。
2)辊涂:适用于中小面积的底漆修补或大面积的面漆统涂;辊涂时涂层的干膜厚度一般控制在30-50微米,否则涂层容易产生针孔。
3)浸涂:适用于结构简单而数量较多的工件。
4)有气喷涂:适用于无机锌涂料和黏度小的面积施工;喷涂时,涂料需要稀释,多次喷涂才能达到规定的干膜厚度;涂层的成形较好。
5)高压无气喷涂:涂装效率高;可喷涂高固体份、厚浆型涂料;涂层质量好;不必添加额外稀释剂;便于实现自动化作业(车间底漆)
3、施工气候条件
1)决不允许在雨、雪、雾、大风天施工,潮湿表面也不能进行涂装 。
2)相对湿度85°C以下。
3)钢板温度必须大于露点温度3°C以上。
4)严重控制涂装天气变化。
十、防腐施工技术指导
梦能科技是一家致力于涂料的销售、方案设计、涂装施工为一体的科技公司,梦能科技专长于EMI行业、工业装备制造、桥梁钢结构、石油石化、特种气体行业、火电、风电、水电能源行业等重防腐领域。梦能科技为广大用户提供全方位的服务,包括在设计阶段向您推荐合理的油漆配套方案,在合作当中提供高质量的产品和高水平的施工服务以及完善的现场施工技术指导与优质的售后服务。(云南工程信息网)